|
主要配置/机床特色:
l 长寿命稳定导丝机构;
l 配置优质直线滚动导轨,双螺母精密滚珠丝杠确保精度保持性;
l 国内首创的专利环保封闭型结构,使用操作时洁净、安静、方便;
l 丝筒采用变频交流电机调速技术,满足不同切割参数的需要,便于上丝和进行多次切割;
l 运丝机构无触点换向控制,贴塑导轨,既保证了运丝的平稳性又降低了摩擦系数,提高了丝筒运动的 响应性;
l 工业控制计算机平台,编控一体化,抗干扰强,性能稳定;
l 大锥度专利结构,恒张力,保证了大锥度切割时的加工精度;
l 采用国际标准元器件,尽可能地保证用户便捷地在周边购买到备件,减小了用户后期维护费用;
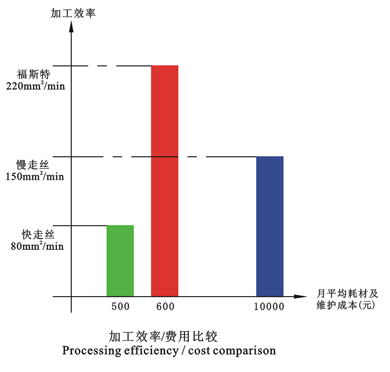
l 高效率高频加工电源,最大稳定切割速度可达220mm2/min
l 五相电机驱动,减小震动,提高精度;
l 可通过U盘或RS-232 与用户中心电脑进行数据(G代码、DXF文件、 3B/ 4B文件)交换方便;
选配:
l 切割有色金属装置,如铜、铝件,解决了切铜铝时导电块损耗快,切割效率低的问题;
l 具有网络通讯功能,便于用户组网通讯;
l 红外线手控盒功能,便于快速操作移动工作台;
l X/Y 轴数显表功能;
l 工作台配置日本产交流伺服驱动系统;
技术参数:
·加工精度:遵循国标GB7926-2005
·最高切割速度(最大切割效率):220mm2/min(稳定切割) ;
·最佳加工面粗糙度(光洁度):Ra0.8μm;
·电极丝直径范围:ф0.06~0.22mm;
·丝筒走丝速度:变频调节
·工作液:线切割乳化油
·工作液箱容量:40公升
·最大加工电流:9.8A
·电压:2相50/60Hz,220VAC或3相380VAC,50Hz
·功率:<1.5KVA)
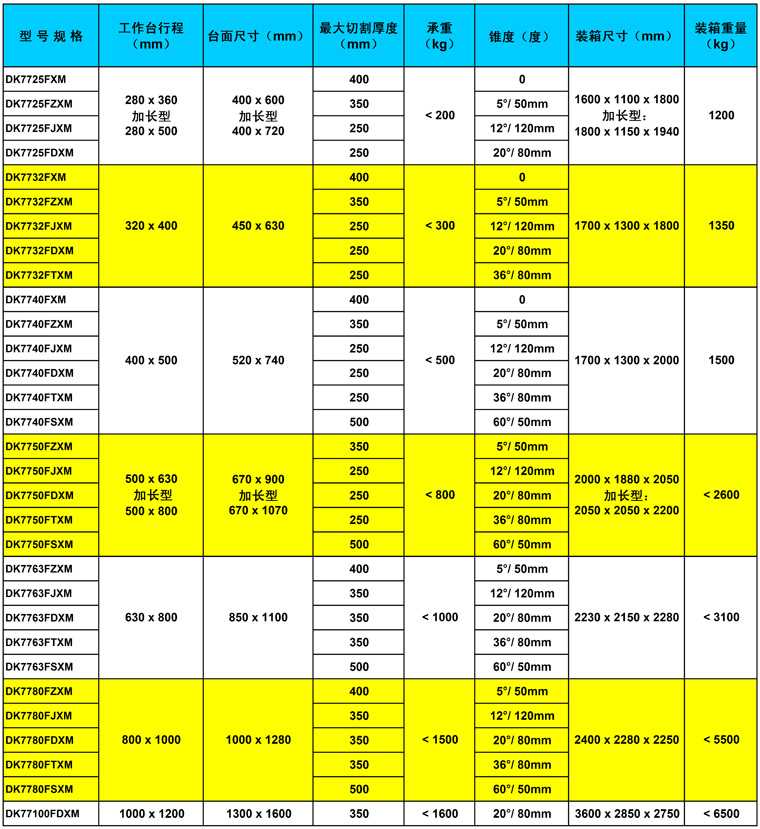
最大切割厚度可达:800mm(特殊定货需60个工作日)
·锥度:5°/50mm=斜度±2.5°/50mm=U,V 行程±5.5mm
·锥度:12°/120mm=斜度±6°/120mm=U,V 行程±30mm
·锥度:20°/80mm=斜度±10°/80mm=U,V 行程±35mm
·锥度:36°/80mm=斜度±18°/80mm=U,V 行程±75mm
·锥度:60°/50mm=斜度±30°/50mm=U,V 行程±110mm
|